Quá trình cán màng và quá trình tráng men đều thuộc loại xử lý hoàn thiện bề mặt sau in của vật liệu in. Chức năng của cả hai rất giống nhau và cả hai đều có thể đóng một vai trò nhất định trong việc trang trí và bảo vệ bề mặt của vật liệu in, nhưng có những điểm khác biệt giữa hai loại này:
Hoàn thiện bề mặt
Hoàn thiện bề mặt là thực hiện xử lý thích hợp trên bề mặt vật liệu in để cải thiện khả năng chống ánh sáng, chống nước, chịu nhiệt, chống gấp, chống mài mòn và kháng hóa chất của vật liệu in; tăng độ bóng và tính nghệ thuật cho sản phẩm in; và bảo vệ tài liệu in. Và có chức năng làm đẹp cho ấn phẩm và tăng giá trị cho ấn phẩm. Các phương pháp biến đổi bề mặt phổ biến đối với vật liệu in bao gồm tráng men, cán màng, ép nhũ, cắt khuôn, tạo nếp hoặc xử lý khác.
01 ý nghĩa
cán mànglà một quá trình sau in trong đó một màng nhựa phủ chất kết dính được phủ lên bề mặt của vật liệu in. Sau khi gia nhiệt và xử lý áp suất, vật liệu in và màng nhựa được kết hợp chặt chẽ để trở thành sản phẩm tích hợp giấy-nhựa. Quá trình cán thuộc quá trình tổng hợp giấy-nhựa trong quy trình tổng hợp và là hỗn hợp khô.
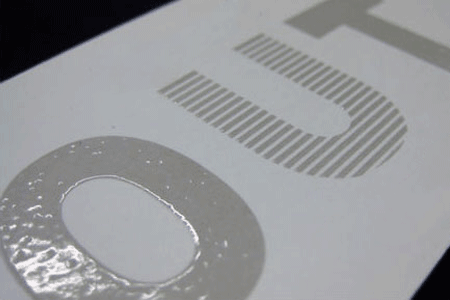
Dán kính là một quá trình trong đó một lớp sơn trong suốt không màu được phủ (hoặc phun hoặc in) lên bề mặt của vật liệu in. Sau khi san phẳng và sấy khô ( cán), một lớp sáng mỏng và đều trong suốt được hình thành trên bề mặt vật liệu in. Quá trình này là phủ (thường được gọi là Quá trình phủ vecni (bao gồm nhựa tạo màng, dung môi và chất phụ gia) lên bề mặt vật liệu in để làm phẳng và sấy khô.


02 Chức năng và ý nghĩa
Sau khi bề mặt vật liệu in được phủ một lớp màng nhựa (lớp phủ) hoặc phủ một lớp sơn tráng men (glazing), vật liệu in có thể có chức năng chống ma sát, chống ẩm, chống thấm nước và chống bẩn, v.v., không chỉ bảo vệ vật liệu in mà còn bảo vệ vật liệu in. Kéo dài tuổi thọ sử dụng, nó cũng cải thiện độ sáng của bề mặt vật liệu in, nâng cao giá trị trang trí, làm cho đồ họa và văn bản in có màu sắc tươi sáng và có hiệu ứng hình ảnh mạnh mẽ, do đó cải thiện chất lượng sản phẩm và tăng tính thẩm mỹ. giá trị gia tăng. Ví dụ như cán màng bìa sách, tráng men bề mặt hộp bao bì mỹ phẩm, v.v.
Vì vậy, cán màng và tráng men là một trong những công nghệ xử lý chính để hoàn thiện bề mặt sau in của vật liệu in. Chúng không chỉ có thể “làm sáng” bề mặt của vật liệu in và thu hút sự chú ý của người tiêu dùng mà còn bảo vệ vật liệu in và cải thiện hiệu suất của nó. Hiện nay chúng được sử dụng rộng rãi. Nó phù hợp để trang trí bề mặt của sách, tạp chí định kỳ, album ảnh, các tài liệu khác nhau, tài liệu quảng cáo và trang trí bề mặt của các sản phẩm bao bì giấy khác nhau.

03 Quá trình này khác biệt
Quy trình phủ màng Quá trình phủ màng có thể được chia thành công nghệ màng phủ tức thời và công nghệ màng phủ trước tùy theo các nguyên liệu thô và thiết bị được sử dụng khác nhau.
1) Cácmàng phủ xử lý đầu tiên sử dụng thiết bị phủ con lăn để phủ đều chất kết dính lên bề mặt màng nhựa. Sau khi đi qua thiết bị sấy, dung môi trong chất kết dính sẽ bay hơi và sau đó vật liệu in được kéo đến thiết bị ép nóng. Trên máy,màng nhựavà vật liệu in được ép lại với nhau để hoàn thành việc cán và cuộn lại, sau đó được lưu trữ để tạo hình và rạch. Phương pháp này hiện đang được sử dụng phổ biến ở Trung Quốc. Từ góc độ vật liệu kết dính được sử dụng trong màng phủ, nó có thể được chia thành màng dính gốc dung môi và màng dính gốc nước.
2) Màng phủ trước Quy trình phủ trước là để các nhà sản xuất chuyên nghiệp bôi chất kết dính lên màng nhựa trước một cách định lượng và đồng đều, sấy khô, cuộn lại và đóng gói thành sản phẩm để bán, sau đó các công ty gia công phủ lớp phủ không dính lên chúng. Quá trình ép nóng được thực hiện trên thiết bị cán của thiết bị để hoàn tất quá trình ép vật liệu in. Quá trình phủ màng trước giúp đơn giản hóa đáng kể quá trình phủ vì thiết bị phủ không yêu cầu hệ thống gia nhiệt và sấy khô chất kết dính và rất thuận tiện khi vận hành. Đồng thời, không có sự bay hơi dung môi và không gây ô nhiễm môi trường, giúp cải thiện môi trường làm việc; quan trọng hơn là hoàn toàn tránh được việc xảy ra các lỗi về chất lượng lớp phủ như bong bóng và bong tróc. Độ trong suốt của sản phẩm được phủ cực kỳ cao. So với quy trình phủ thông thường, nó có triển vọng ứng dụng rộng hơn.
1) Kính dựa trên dung môi Kính dựa trên dung môi đề cập đến quá trình kính sử dụng benzen, este và rượu làm dung môi và nhựa nhiệt dẻo làm nhựa tạo màng. Trong quá trình tráng men, dung môi bay hơi và nhựa trùng hợp hoặc phản ứng liên kết ngang tạo thành màng. Nó được đặc trưng bởi đầu tư thiết bị nhỏ và chi phí thấp, nhưng sự bay hơi và cặn dung môi trên vật liệu in sẽ gây ô nhiễm môi trường và có hại cho cơ thể con người.
2) Kính gốc nước Kính gốc nước là phương pháp kính sử dụng nhựa hòa tan trong nước hoặc các loại nhựa phân tán trong nước khác nhau làm chất tạo màng. Sơn tráng men gốc nước sử dụng nước làm dung môi và không có chất dễ bay hơi dung môi hữu cơ trong quá trình phủ và sấy khô. Đặc điểm là quá trình tráng men không có mùi khó chịu, không gây ô nhiễm môi trường và vô hại với cơ thể con người. Nó được sử dụng rộng rãi trong bao bì thuốc lá, thuốc, thực phẩm, mỹ phẩm và các mặt hàng khác.
3) kính UV Kính UV là kính khô bức xạ cực tím. Nó sử dụng tia cực tím để chiếu xạ dầu tráng men để kích hoạt ngay phản ứng quang hóa của dầu tráng men để tạo thành một lớp phủ sáng với cấu trúc hóa học mạng trên bề mặt vật liệu in. Quá trình đóng rắn bằng kính cũng giống như quá trình sấy mực UV. Nó được đặc trưng bởi độ bóng tốt, khả năng chịu nhiệt và chống mài mòn mạnh, khô nhanh, an toàn và bảo vệ môi trường. Nó có triển vọng phát triển thị trường rộng lớn. Giống như kính gốc nước, nó chủ yếu được sử dụng trong y học, thực phẩm, v.v. Đóng gói sản phẩm tại hiện trường.
Thời gian đăng: 13-12-2023






